Le Rivetage
Les 2.500.000 rivets furent fournit par Messieurs Letroyeur et Bouvard à Paris.
Méthodes d'assemblage par le rivetage

Il existe un assemblage "à Clin", c'est le rivetage de base, ayant servit pour la construction des premiers navires. Le rivet recouvre seulement deux parties.

C'est par essais et erreurs qu'au XIXe siècle les techniques de pose, de fabrication et de redimensionnement des rivets se sont affirmées. Garantir une étanchéité parfaite devient impératif car la pression que les machines à vapeur doivent contenir, ne cesse de croître. Le rivetage à chaud répond bien à cette exigence : en se refroidissant les rivets serrent bien les tôles assemblées. Une autre méthode de rivetage s'impose, celui du rivetage à couvre joint.
Le rivetage réparti dans le monde de l'industrie

Au XIXe siècle la division du travail industriel fait naître de nouvelles catégories d'ouvriers. Celle des Riveurs tient une place essentielle dans le processus de fabrication. Chaque Riveur assume la responsabilité d'une équipe de Rivetage. Chaque équipe comprend au moins 3 personnes ayant chacune un rôle bien précis.
Le teneur de tas introduit le rivet dans le trou préparé et le maintient au moyen du tas, simple tige de fer ou appareil pneumatique plus élaboré. C'est souvent un jeune garçon de 16 à 20 ans "qui doit se faire une constitution robuste" qui tient cette place.Le chauffeurs de rivets est généralement un enfant de 12 à 15 ans appelé "arpette", "mousse" ou "matelot". C'est parfois une femme qui est à ce poste à partir de la première guerre mondiale. Il doit chauffer dans une forge portative, chaque rivet à une température suffisante qui permettra son écrasement puis le passer au Teneur de tas.
Le riveur frappe directement au marteau ou par l'intermédiaire d'une bouterolle sur l'extrémité libre du rivet. Le riveur est un ouvrier responsable du travail. Il a acquis sa compétence et son statut social, après de longues années où il a d'abord été chauffeur de rivet puis est devenu Teneur de tas.
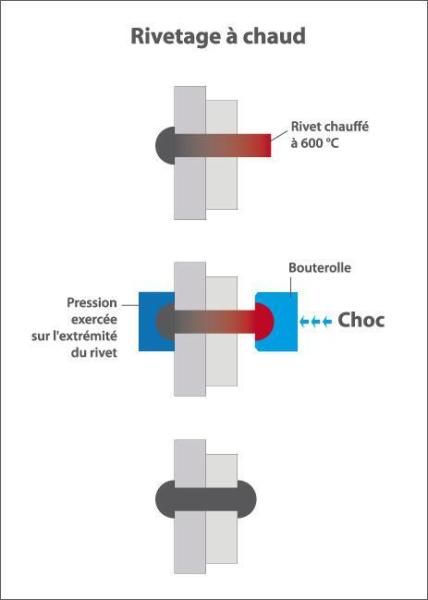
Phase 1: Le rivet est formé d'une tige surmonté d'une tete .Il est chauffé a blanc environ 1350° et est introduit dans un trou circulaire, celui ci est 2mm plus large que le diametre de la tige de façon a respecter le coefficient de dilatation des acier variant entre 9,9 et 19 fois 10puissance mùmoins six par degres et par metre.
Phase 2: On maintient le rivet grace a une "contre bouterolle" venant appuyer sur la tete puis a l'aide d'une "bouterolle", on tape sur l'autre extremité de la tige , qui dans un premier temps remplit le "jeu" restant dans le trou puis forme la seconde tête.
Phase 3: Dans les deux premiere phase le rivet est tres chaud , quand le rivet refroidit le metal se retrecit et exerce un serrage des piece à assemblé. Il existe differentes forme de rivets , differenciés par la forme de la tete . les plus utilisés dans les construction metallique sont les rivets a tete ronde (representant 98% des rivets constituant la tour Eiffel) et les rivets a tete fraisée permettant de pouvoir faire coulisser une autre piece sur l'assemblage puisque le rivet est entierement encré dans l'assemblage .